定尺下料剪切系統
定尺下料剪切系統
 DDS-MPF(送料機伺服控制裝置)
DDS-MPF(送料機伺服控制裝置)
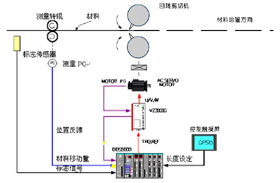
MPF是控制送料機運行的軟件的名稱。(Motion Profile Feeder)此伺服控制系
統一根據預先設定的長度自動生成驅動送料輥的位置和速度指令、並把從材料長度測
量輥上反饋得到的實際位置?與指令進行比較後、控制送料輥“繼續送料”或者“減
速停止”從而材料的高精度定位、剪斷。這種類型的伺服控制系統常用於定尺送料剪
切機,校平剪切機,沖壓生產線,予沖孔,沖缺生產線,落料壓力機。
“動作模式控制方式”是通過實時處理從目標?計算出的動作情況,防止減速時間等
受到外界因素幹擾。通過測量沖壓速度,可及時調整送料機的送料速度,使材料平穩
輸送。
適用實例
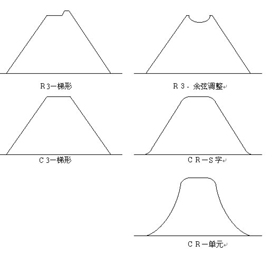
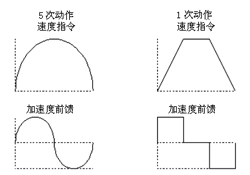
速度波形
5次動作、梯形動作(1次動作)的速度指令波形如下所示。加速度前饋電路是指提高
電動機加剪速時隨動性的電路。通常是通過速度指令控制電動機迴轉的,但是實際運
行時動作(反饋)遲緩。MPF通過搭接加速度前饋電路對加減速的時間延遲進行補償
。
特長:
.根據用途,有2種動作模式可供選擇
5次動作、梯形動作
.搭接了加速度前饋電路
.位置控制系統搭接了對速度進行微分的加速度前饋電路,這樣就可以儘量縮短速度
控制的應答延遲時間。
.搭接了整定時間相位補償電路(正在申請專利)
機械系統中存在的反衝力導致再定位時需要很長的時間,使機械系統循環功能受限
,通過搭接的整定時間相位補償電路可以解決以上問題。
.搭接了負荷力矩前饋電路(專利)
搭在了負荷力矩前饋電路(反張力補償)。此功能可以根據電動機負荷大小對送料機進
行調整,以便於在不改變特性的條件下輸送輕材料、重材料等各種材料。
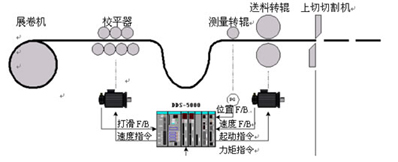
.沖壓速度與送料速度同步調整功能
通過從沖壓裝置反饋的資訊,調整送料速度與沖壓速度同步。當沖壓速度下降時可
以通過調低送料速度使兩速度同步,此功能非常適用於輸送容易滑動的材料。
.確保無打滑缺陷(正在申請專利)
不只向校平器傳送確定的速度基準信號,還傳速附加了通過送料週期計算得到的送
料速度基準信號,通過此功能可以降低出現打滑缺陷的可能性。
.負荷力矩自動測量功能(專利)
利用向電動機輸送的力矩指令判定內部切割實際情況,自動測量負荷力矩GD2)。
負荷力矩數值是負荷力矩前饋等的ㄧ個重要參數,其數值可以利用實際自動側得的
數值進行設定。通過監控這些數值,可以為機械負荷變化、可動部分機械部件更換
時期設定等提供依據。
.實效負荷率的自動測量功能
通過累計項電動機輸出的力矩指令,自動計測實效負荷率(RMS)。可以利用此功能方
便地制定電動機過負荷對策。
.自動調整功能
具有自動測量實際負荷力矩(GD2)、實效負荷率(RMS)的功能。利用這些功能,可以
對負荷力矩前饋操作進行適當的調整。